Blog
Jak radzić sobie z silnie zanieczyszczonymi ściekami w przemyśle skrobiowym
Dowiedz się, jak inżynierowie Hydrotech zaprojektowali beztlenowy proces oczyszczania ścieków ze skrobi.

Pszenica i pochodząca z niej skrobia mają naprawdę szerokie zastosowanie. Stosy pszenicy, duże ilości skrobi, skrobia w napojach, posiłkach, karmach dla zwierząt, papierze, lekach... Jak u większości producentów, użycie wody w tych procesach produkcji jest niezbędne. Niedawno wróciłem z podróży służbowej, gdzie spędziłem sporo czasu, próbując pomóc w oczyszczaniu wody zanieczyszczonej przez fabrykę podczas produkcji.
Oczyszczanie beztlenowe ścieków skrobiowych
Nasza firma Hydrotech uruchomiła tam swoją beztlenowo-tlenową oczyszczalnię ścieków.
Projekt naszej technologii opiera się na następujących informacjach.
Jest to przemysł spożywczy, stosunkowo prosty substrat biodegradowalny obecny w ściekach a stężenie zanieczyszczeń ściekowych jest stosunkowo wysokie.
Dlatego zdecydowaliśmy się przeprowadzić oczyszczanie oparte na systemie anaerobowym o dużej objętości z wewnętrzną recyrkulacją - tak zwanym reaktorem IC.
Jako ostatni etap oczyszczania, aby osiągnąć wymagane limity, zaprojektowano stopień tlenowy, który jest klasycznym biologicznym oczyszczaniem przez bakterie tlenowe w zbiornikach gazowanych.
Problem nr 1 - jakość szlamu beztlenowego
Przez trzy miesięce borykaliśmy się z różnymi problemami związanymi z uruchomieniem zakładu. Jednym z głównych problemów był osad beztlenowy z bakteriami beztlenowymi.
Ponieważ rozruch reaktora został odłożony na kilka miesięcy ze względu na nierówności w dopływie, osad był przechowywany w reaktorze przez około pół roku.
Teoria mówi, że ten rodzaj bakterii, bez większych problemów, musi zachować swoją funkcjonalność przez rok lub dwa, gdy jest właściwie przechowywany.
Największą wadą może być to, że bakterie będą potrzebowały dłuższej fazy wstępnej do adaptacji.
Mimo teoretycznych wytycznych, nie byliśmy w stanie znacząco zwiększyć aktywności organizmów w tych okolicznościach i w połowie procesu postanowiliśmy uzyskać nowy beztlenowy osad.
Nie chcę tutaj twierdzić, że podręczniki kłamią, i nie można im wierzyć. Naprawdę nie mogę tego powiedzieć.

Prawdopodobna przyczyna złego czyszczenia
Nasz zespół inżynierów procesu zgodził się, że osad może osiadać na dnie zbiornika w taki sposób, że tworzy zwartą warstwę, której nie można zmieszać z wodą.
Z tego powodu w warstwie zostały utworzone tylko niektóre połączenia, a nieokreślona część nie została zmieszana i nie miała styczności ze ściekami.
Odpowiedź na pytanie, dlaczego tak się dzieje, jest prawdopodobnie związana z jakością pozyskanego osadu, który był zbyt ciężki, co oznacza, że miał dużo zawartości nieorganicznej (40-45%).

Nowy osad działał zupełnie inaczej. W ciągu jednego tygodnia przetworzyliśmy ponad połowę ścieków.
Po dwóch tygodniach byliśmy w stanie przetworzyć całą objętość ścieków, z wyjątkiem przypadków, w których bardzo stężone ścieki pojawiały się w większych ilościach.
Problem nr. 2 - nadmierne wymywanie szlamu beztlenowego
Jednak na tym etapie napotkaliśmy inny problem.
Było to ługowanie osadu z reaktora w postaci zawieszonych drobnych cząstek.
Nie jest to niczym niezwykłym podczas rozruchu. Spodziewana utrata wynosi nawet około 10 procent, co jest związane z uszkodzeniem szlamu w wyniku transportu i pompowania.
Kiedy jednak ługowanie osadu nie zatrzymało się, zaczęliśmy szukać innych przyczyn podejrzanego zachowania systemu.
W pierwszej fazie zaczęliśmy podawać chlorek żelazowy w stosunkowo niewielkich ilościach, które zwiększyliśmy kilka razy w okresie pojawiania się uporczywych problemów.
Żelazo powinno spowodować, że osad zostanie obciążony masą nieorganiczną, zmniejszając w ten sposób jej zrzut do zbiornika. W pewnym stopniu proces ten działał, ale nie w takim, jakiego oczekiwaliśmy i potrzebowaliśmy.
Dlaczego potrzebne są mikroelementy?
Najprawdopodobniej problem jest spowodowany ubogimi w minerały ściekami, głównie z powodu uzdatniania wody w fabryce.
W produkcji jest to w zasadzie normalny proces, gdy chcemy osiągnąć pożądaną jakość produktu, na którą wpływają nawet niskie stężenia minerałów.

Drugą wadą tej konkretnej fabryki jest fakt, że nawet strumienie o wysokim stężeniu minerałów z jednostek odwróconej osmozy wpływają do kanalizacji innej firmy.
Nie wpływają do oczyszczalni ścieków, ale płyną wokół niej, więc wydaje się, że brakuje w niej tak zwanych mikroelementów. Substancje te służą jako składniki odżywcze dla każdego organizmu. Są odżywcze dla zdrowego wzrostu komórek. W tym przypadku niektóre pierwiastki i związki tworzą tak zwane rdzenie granulacji, wokół których mogą zacząć rosnąć bakterie.
Gdyby system działał przez długi czas bez dodatku składników odżywczych (mikroelementów), moglibyśmy spodziewać się całkowitego załamania systemu.

Znaczenie obróbki wstępnej ścieków przed reaktorem IC
Zwróciliśmy również dużą uwagę na obróbkę wstępną ścieków. Nie jest to dobre dla procesu, jeśli wchodzą do niego wysokie stężenia nierozpuszczonych substancji. Flotacja jest wykorzystywana jako podstawowy etap oczyszczania, spełniając swoją rolę bez większych problemów.
Po pewnym czasie, kiedy zaobserwowaliśmy, że stężenia nierozpuszczonych substancji są niskie przez dłuższy czas, przestaliśmy dawkować jedną z substancji chemicznych.
Flokulant powinien zapewniać lepsze wiązanie mniejszych nierozpuszczonych cząstek, aby zwiększyć skuteczność oddzielania. Niebezpieczeństwo występuje jednak, gdy flokulant nie reaguje i nie pozostawia w postaci większych skupisk nierozpuszczonych substancji oddzielonych w flotacji.
Jeśli dotrze do reaktora, może spowodować łączenie granuli w większe jednostki, a następnie ich wymywanie z reaktora. Dlatego aby tego uniknąć całkowicie wtrzymaliśmy dawkowanie flokulantu.

Korzyści z oczyszczania beztlenowego - biogaz
Dużą zaletą systemu beztlenowego jest produkcja biogazu, który zawiera od 60% do 90% bogatego w energię metanu.
Niestety w tej fabryce nadal nie wiedzą, co zrobić z biogazem, więc po prostu go spalają. Szkoda, ponieważ ten produkt może być wykorzystany jako źródło energii do spalania w kotle lub może być spalany w tak zwanych jednostkach kogeneracji i produkować zieloną energię elektryczną i ciepło.
Być może po ustabilizowaniu się procesu problem ten zostanie również skutecznie rozwiązany.
Inne problemy
Cóż, gdyby trudności z uruchomieniem miałyby na tym się zakończyć, byłoby to zbyt proste. Można by mówić o problemach z jakością ścieków, zamrażaniem roztworów w temperaturach znacznie poniżej zera, zamarzaniem manometrów, a także hałasem, dawkowaniem, spienianiem na etapie tlenowym i wielu innych.
Chociaż fabryka ta znajduje się poza Unią Europejską, możemy wziąć pod uwagę dane z Europejskiego Przemysłu Skrobiowego (2017), zgodnie z którym 29% skrobi jest wykorzystywane jako składnik słodyczy i napojów bezalkoholowych, 30% w przemyśle papierniczym, kolejne 29% w innych, 5% w przemyśle chemicznym i medycznym, a 5% w sektorze nieżywnościowym.
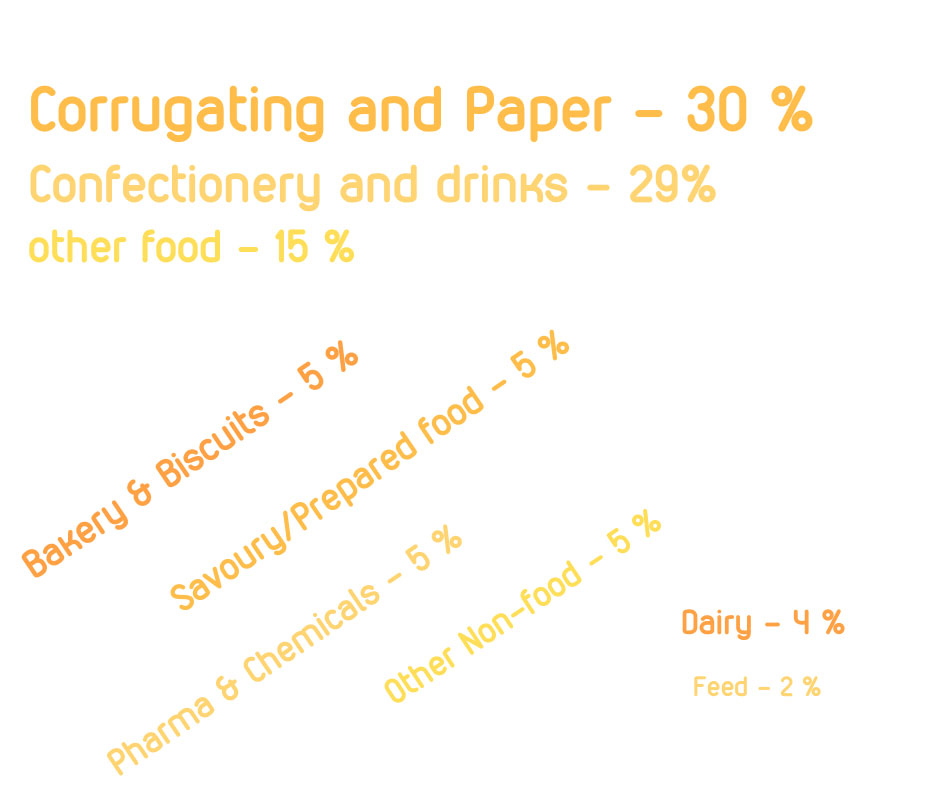
Widzimy więc, że zapotrzebowanie na przemysł skrobiowy jest naprawdę duże.
Jest to również jeden z powodów, dla których cieszę się, że uruchomienie oczyszczalni ścieków, choć nie zawsze szło gładko, zostało prawie całkowicie zrealizowane. W tym artykule na blogu starałem się zwrócić szczególną uwagę na problemy systemu beztlenowego związanego z granulacją osadów. Mam nadzieję, że w przyszłości proces ten wystarczy monitorować i kontrolować.
Autor: Matúš Palguta, technolog chemiczny